
Fabrication of Biodegradable UV-Curable Resin via Stereolithography for Wearable Jewelry
-
摘要: 增材制造技术,又称3D打印,近些年来在电子、工业设计、建筑、医疗、汽车、航空航天等方面取得了瞩目的成就,并逐渐在珠宝首饰行业兴起。本文研发一种可用于3D打印的立体光刻技术(Stereo Lithography,SLA)的生物基光敏树脂,具有生物安全性,并采用粘度计、热重仪、电子万能试验机、傅里叶变换红外光谱仪、光学显微镜、扫描电子显微镜等仪器设备对其3D打印适用性、机械性能和内外部条件进行综合分析。结果表明:所配置的生物基光敏树脂在室温下粘度较低、热稳定性好、固化体积收缩率较低,抗拉性能和弯曲强度随着精度的提升而增强,红外光谱显示各部分反应充分。光学显微镜下可以看到,随着精度的提升,气泡和粉末数量也逐渐减少。扫描电子显微镜结果显示,精度越高,断裂面越参差,力学性能越好。最终将该生物基光敏树脂用于首饰打印并得到不同系列的首饰。Abstract: Additive manufacturing (AM), also known as three-dimensional printing (3D Printing), has made remarkable achievements in electronics, industrial design, architecture, medical application, automotive industry and aerospace, etc. In recent years, it gradually emerged in jewelry industry. This paper develops a new formulation of biodegradable UV-cured resin with biosafety for stereolithography apparatus (SLA) and performs a comprehensive analysis of its 3D printability, mechanical properties, internal and external conditions via viscometer, thermogravimetric analysis, mechanical testing machine, Fourier transform infrared spectrometer (FITR) and scanning electron microscope, etc. The results indicate that the formulation possesses low viscosity as well as proper thermal stability at room temperature which is suitable for 3D printing of jewelry. The tensile strength and flexural strength changes with the accuracy of 3D printing. FITR result shows that N-O stretching vibration peak indicates that the resin reacts with diluent completely. Under the microscope, the number of bubbles and powder decrease with the 3D printing precision increasing. Scanning electron microscope shows that the higher the precision, the more uneven the fracture surface and the better the machine properties. Finally, the biodegradable UV-cured resin is used for jewelry printing and various series of jewelry are obtained.
-
Keywords:
- 3D printing /
- SLA /
- biodegradable UV-cured resin /
- wearable jewelry
-
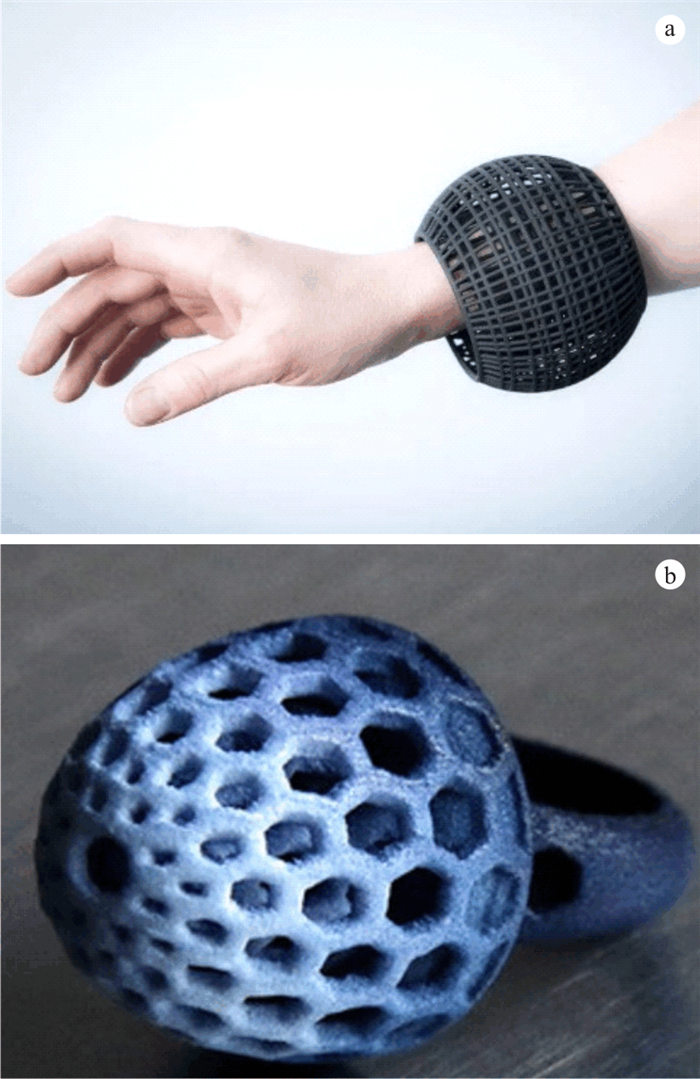
增材制造技术(Additive Manufacturing)又称3D打印、快速原型制造技术,其基本原理是数字-物理分层,利用电脑建模(Computer Aided Design, CAD)技术建立数字模型。CAD软件将数字模型转换成为STL(Standard Tessellation Language)文件,切片软件对模型进行切片,每一层的厚度取决于3D打印机的类型。不同层之间通过特定路径紧密联系,利用3D打印机将制备的原料在特定的加工路径下打印成型[1-2]。在经过不断的修正和改进之后,3D打印技术有二十余种,其中最成熟有立体光刻、叠层实体制造(Laminated Object Manufacturing,LOM)、熔融沉积成型(Fused Deposition Modeling,FDM)、选择性激光烧结(Selective Laser Sintering,SLS)、选择性激光熔化(Selective Laser Melting,SLM)。目前3D打印高分子材料首饰研究多集中于熔融沉积成型制备首饰,FDM打印高分子材料制备的首饰如图 1所示。由于FDM是一层层通过挤出头挤出耗材,故打印首饰的台阶效应比较明显(横纹),成型后表面粗糙,精度有待提升。FDM对打印喷头的精度和机械结构要求较高,喷头直径越小精度越高,但是随着喷头直径的减小, 耗材堵塞喷头问题又难以解决。
![]() 图 1 3D打印首饰a.3D打印手镯; b.FDM打印的首饰(荷兰设计师Elleke Van Gorsel的3D打印首饰)Figure 1. 3D printing jewelry
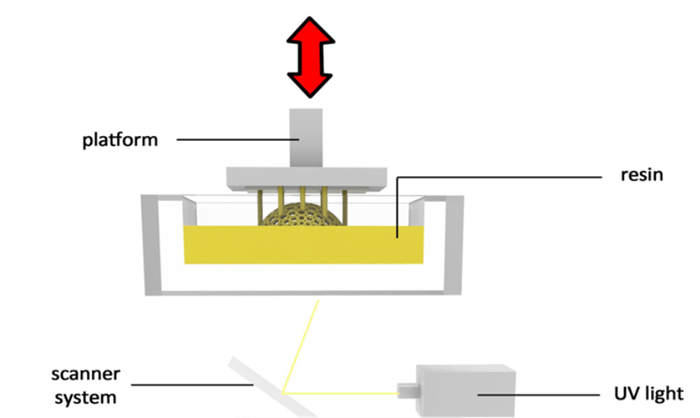
图 1 3D打印首饰a.3D打印手镯; b.FDM打印的首饰(荷兰设计师Elleke Van Gorsel的3D打印首饰)Figure 1. 3D printing jewelry立体光刻技术的打印精度效果优于FDM。因此,本文研发的光敏树脂是基于立体光刻技术(图 2),SLA技术是首个实现商业化生产的3D打印技术,它是通过紫外光的照射,使得光敏性聚合物快速成型。SLA技术生产流程大致为:在紫外光的照射下,光敏树脂按照切片形状固化,随后平台上升,在原先固化薄层上对光敏树脂再度固化,由此,一层一层的固化薄层最终成型,多余的树脂可被回收再次利用[3-4]。
3D打印首饰的材料选择也是一个至关重要的因素,这些可穿戴产品经常会跟佩戴者的皮肤亲密接触,因此材料的选择需要耐用、耐汗、耐紫外线、耐污并亲和皮肤。对于可穿戴产品来说,皮肤接触问题将是产品使用的一个重要问题,佩戴者的皮肤接触可能会影响产品的外表,致使其褪色或表面处理失效。环境磨损和撕裂也是不可避免,但良好的光洁度可以减少表面破孔,并保护它不会因为紫外线、污渍或其他痕迹改变颜色。因此,本文针对这些问题开发了一种可用于3D打印首饰的生物基光敏树脂,既可有效实现高效率3D打印,又可以兼顾可穿戴首饰的材料特性,生物安全性,生物可降解性以及个性化特征。该种生物基光敏树脂所制成的首饰可直接用于佩戴,对环境友好且对人体无害。
1. 合成生物基光敏树脂
1.1 实验原料
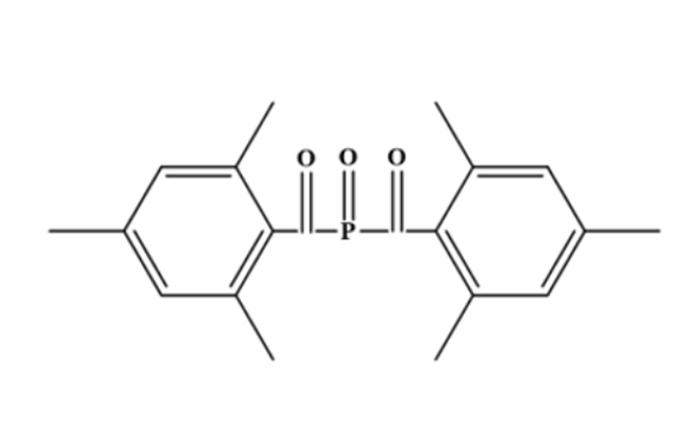
本实验采用立体光刻技术,所用的光固化成膜树脂与油墨、涂料、印刷所用树脂相类似[5]。光敏树脂分为两类:一类是自由基光敏树脂;一类是阳离子光敏树脂[6],本实验采用的为自由基光敏树脂。自由基光敏树脂具有很好的感光性,固化速度快,对配方调整可以提升性能等优点。实验主要原材料为改性的丙烯酸,聚丙交酯丙烯酸酯(Polylactide Acrylate,PLA)和聚氨酯丙烯酸酯(Polyurethane Acrylates,PUA)、819引发剂(苯基双膦氧化物)和稀释剂(图 3)。PLA-PUA为由深圳易生公司所提供,该树脂具有生物可降解性,流动性好,性能可调节,属于生物可降解树脂;819引发剂具有良好的光引发效果。
1.2 实验配方
在配方调试过程中,主要考虑了以下两个因素:第一,粘度要求较低,由于采用立体光刻技术,分层固化,需要在上一层树脂迅速固化后迅速流平,使得下一层打印能顺利进行;第二,半成品的强度要高,避免在打印过程中出现气泡、无法提拉成型、层与层之间无法连结、发生形变等问题。采用不同配比的光敏树脂,并不断调试稀释剂比例(表 1),以得到性能最佳的光敏树脂。
表 1 光敏树脂的配方和物理性能Table 1. The formula and physical properties of UV-cured resin稀释剂 PLA-PUA/% 引发剂/% 粘度 强度 固化时间/s 硬度 评价 TMPTA 62.2 1.2 适中 强 22 85D 好 TEGDMA 61.7 1.3 适中 强 19 82D 优 THFA 61.8 1.3 低 适中 15 67D 好 LMA 61.7 1.2 低 弱 24 60A 差 EGDMA 37.0 1.2 高 强 107 70D 差 LMA 61.7 1.2 非常低 适中 53 35D/85A 好 TMPTMA 61.7 1.3 不溶 弱 107 60D 差 综合以上所有因素,当PLA-PUA质量分数为61.7 %、三缩四乙二醇二甲基丙烯酸酯(TEGDMA)为37.0%、819引发剂为1.3%时,此时光敏树脂的各方面性能最优。
以配置100 g光敏树脂为例,配置流程大致如图 4,具体操作为:(1)取一个大烧杯,放置在天平上,归零后,称取61.7 g的PLA-PUA,由于树脂粘度较大,需要30 ℃水浴加热10 min,增强其流动性;(2)将纸槽放置在天平上,归零后,用钥匙取出1.3 g的819引发剂;(3)取一个中号烧杯,放置在天平上,归零后,倒入37.0 g的TEGDMA液体;(4)将819引发剂倒入TEGDMA中,30 ℃水浴加热,搅拌20 min钟;(5)将搅拌均匀的混合液倒入树脂中,以1 000 r/min的转速分散30 min;(6)将分散后的光敏树脂抽真空15 min,并注意避光以免其固化;(7)取出抽完真空的树脂,倒入3D打印机树脂槽中,选择需要打印的STL文件切片后,即可开始打印。
1.3 实验设备
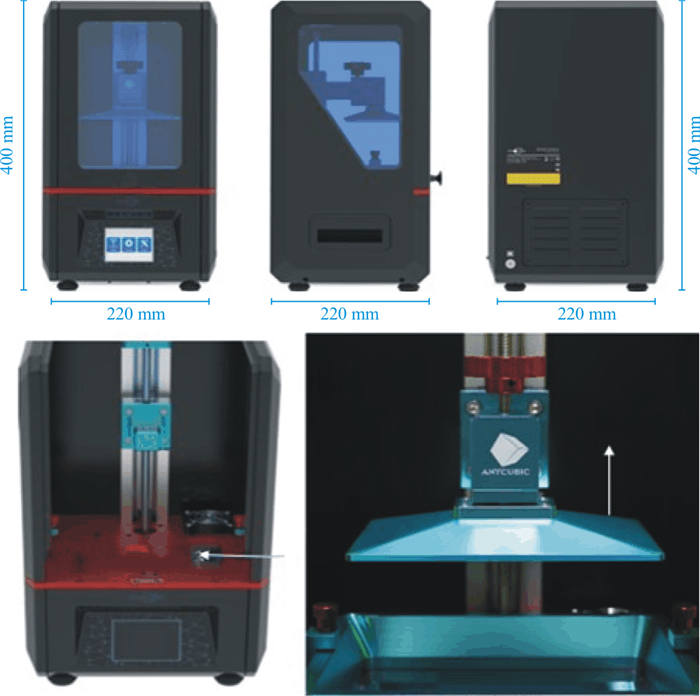
光固化打印机是用深圳纵维立方科技有限公司生产的PHOTO光固化打印机(图 5),尺寸为200×200×400 mm3,2 560×1 440(2K)的分辨率显示使得精度大大提高,波长为405 nm的紫外光使光敏树脂一层一层的在平台上固化成型。打印前,将STL文件导入ANYCUBIC Photo Slicer切片软件中进行切片形成Slicer文件,将Slicer文件插入到光固化打印机上,在树脂槽内倒入光敏树脂,即可打印。光固化机体积较小,每次打印仅需30 g的原料,适合试验开发阶段。打印样品的长、宽、高分别不能超过115、65、155 mm。
2. 测试方法
粘度测试在中国地质大学(武汉)材料与化学学院完成,所用样品为固态光敏树脂,使用美国生产的LV DV-II+Pro粘度计。测试条件:温度25 ~ 50 ℃,转速6~ 60 rpm。热重分析测试在中国地质大学(武汉)材料与化学学院完成,所用样品为固态光敏树脂,使用德国生产的型号为STA 449F3的热重分析仪。测试条件:氮气保护气氛下,以5 ℃/min的速度,从30 ℃升至500 ℃。固化体积收缩率是在中国地质大学(武汉)珠宝学院完成,所用样品为固态光敏树脂和液态光敏树脂,测试方法为比重法[7],按公式(1)计算固化收缩率。
$$ S_{v}=\frac{\rho_{1}-\rho_{2}}{\rho_{1}} \times 100 \% $$ (1) 其中Sv为固化收缩率;ρ1为液态树脂的相对密度;ρ2为固化后树脂的相对密度。测试使用中国生产的型号为BSA 223S的托盘天平,在25 ℃标准大气压下完成。
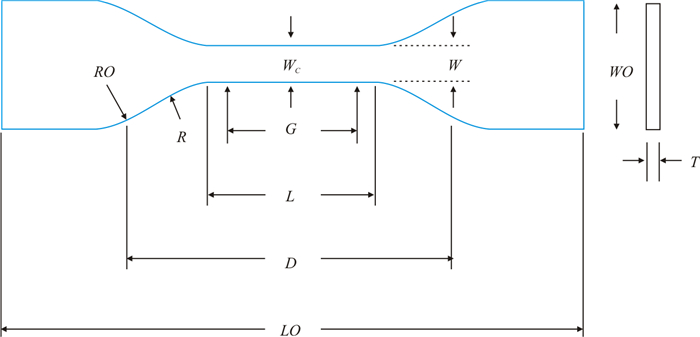
抗拉强度测试在中国地质大学(武汉)材料与化学学院完成,根据ASTM-D 638标准制备样品(形状和尺寸如图 6),其中W为最窄部分的宽度6±0.25 mm;L为最窄部分的长度33±1.30 mm;WO为总体宽度19±0.75 mm;LO为总体长度115±4.50 mm。测试所用的是中国生产的10 kN微机控制电子万能试验机,室温下以5 mm/min的速度测试,空气相对湿度为65±5%的条件下,拉伸强度计算公式为:
$$ δ= \frac{W}{A_0} $$ (2) 其中δ为拉伸强度,单位MPa;W为试样断裂前承受的最大荷载,单位N;A0为试样原始横截面积,单位mm2。
抗弯性能测试是所用样品为固态光敏树脂,采用ASTM-D 790标准测试,试样尺寸为3.2×12.7 ×70 mm3,采用三点弯曲方法测试(图 7)。使用中国生产的10 kN微机控制电子万能试验机,适用广度和深度16∶1,应变速率0.01 mm/min,弯曲强度的计算公式为:
$$ \sigma_{\mathrm{t}}=\frac{3 P L}{2 b h^{2}} $$ (3) 其中σt为弯曲强度,单位MPa;P为破坏荷载,单位N;L为跨距,单位mm;b为试样宽度,单位mm;h为试样厚度,单位mm。
红外光谱测试在中国地质大学(武汉)珠宝学院完成,样品为固态光敏树脂,使用BRUKER公司生产的VERTEX 80傅里叶变换红外光谱仪。测试条件:反射法,扫描范围7 500~370 cm-1,分辨率0.07 cm-1,扫描次数32次。
扫描电子显微镜测试在四川省煤田地质局完成,使用ZEISS公司生产的Sigma 300发射扫描电子显微镜,测试条件:加速电压15 kV,分辨率1.0 nm。
3. 测试结果
3.1 3D打印相关参数测试
立体光刻技术是分层固化,因而液体树脂需在上一层固化后迅速流平,以保证下一层固化顺利进行,在整个打印过程中,对粘度和热稳定性具有一定的要求。树脂本身具有一定的收缩性,使实物与概念图出现一定的偏差,固化收缩率也是影响3D打印的一个重要参数。
3.1.1 粘度值分析
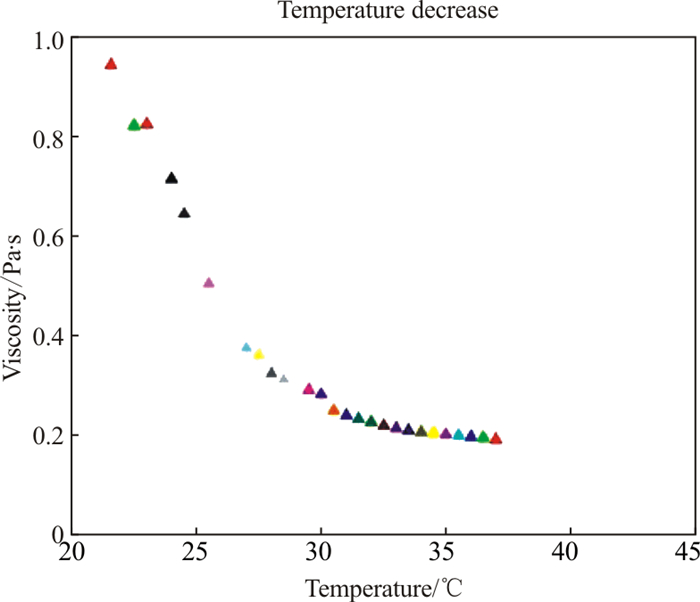
光敏树脂随着温度的升高,粘度逐渐降低,流动性较好(图 8)。温度在25 ℃±2.5 ℃时,粘度变化从0.870~0.504 Pa·s,而在35 ℃时粘度基本不再改变。相关文献指出适用于立体光刻技术的光敏树脂粘度在0.25~1.00 Pa·s[8]。该光敏树脂能够满足立体光刻技术的打印要求。
3.1.2 热重实验分析
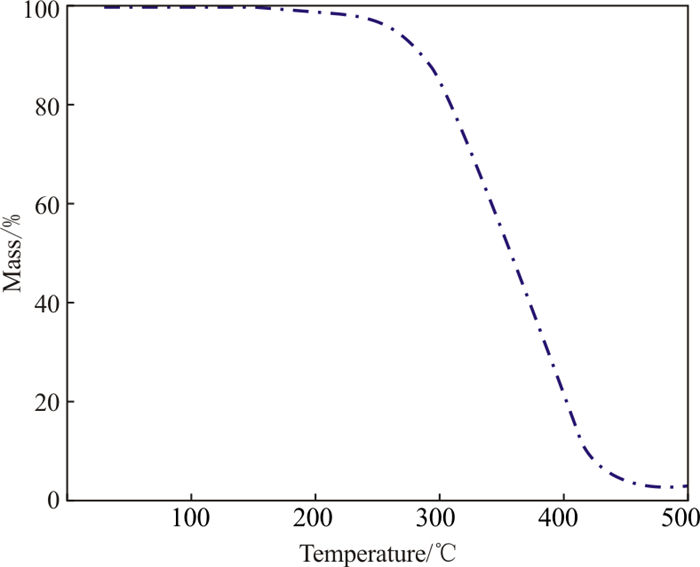
200 ℃以下时,光敏树脂较稳定,未发生分解(图 9)。在250~400 ℃,出现热失重。250 ℃时,质量突然下降,与大分子的分解和气化作用有关。当温度达到430 ℃时,分解完成,质量不再下降。所配制的生物基光敏树脂具有较好的热稳定性,在室温下不分解。
3.1.3 固化体积收缩率分析
从分子角度上看,光固化的过程是从小分子体向长链大分子聚合体转变的过程,其相态发生了变化,固化后体积发生收缩是一个必然的结果。由于光固化打印每层厚度不同,固化体积收缩率也有所不同,测试了5个不同层厚固化体积收缩率。随着层厚的增加,固化体积收缩率也在增加,平均固化体积收缩率为6.63%(表 2),与其他光敏树脂相比较[9-10],该种光敏树脂的固化体积收缩率较大。分子量较低的单体TEGDMA在聚合过程中,分子间距离缩短,导致固化体积收缩率增大[11]。因此,建模分析时需考虑收缩率参数。
表 2 光敏树脂不同打印层厚的固化收缩率Table 2. Volume shrinkage rates of different layer thickness of 3D printing parameters层厚/mm 密度/g·cm-3 固化收缩率/% 0.02 1.166 6.27 0.05 1.170 6.59 0.10 1.172 6.75 0.15 1.172 6.75 0.20 1.173 6.83 3.2 机械性能测试
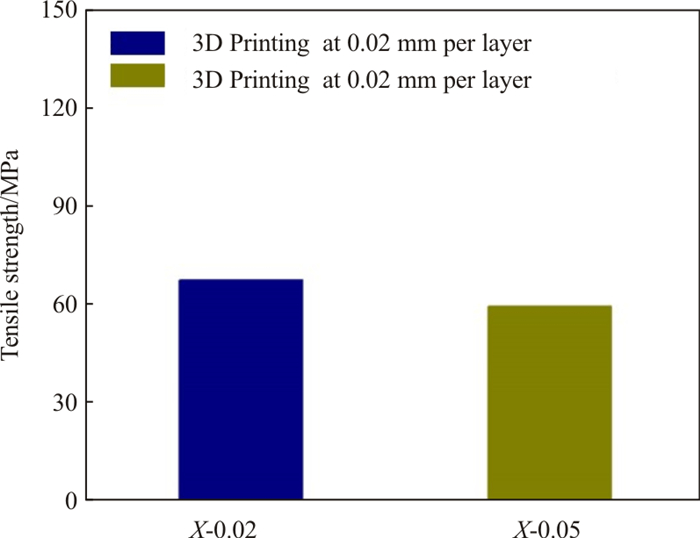
测试了沿X轴方向打印的精度(即层厚)为0.05 mm和精度为0.02 mm沿样品的抗拉强度。精度为0.02 mm的样品抗拉强度为67.72 MPa,比精度为0.05 mm的样品抗拉强度高13.28%(图 10),随着精度的增加,抗拉强度也随之增加。
![]() 图 10 精度为0.02沿X轴方向打印的样品、精度为0.05沿X轴方向打印的样品的抗拉强度Figure 10. Tensile strength of X-0.02 and X-0.05specimens
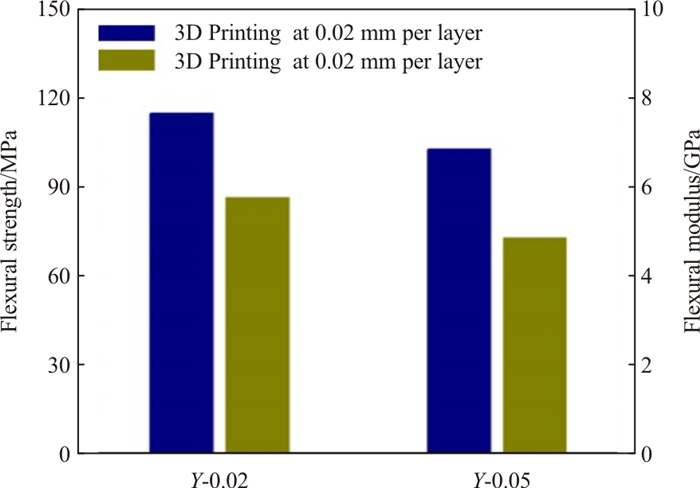
图 10 精度为0.02沿X轴方向打印的样品、精度为0.05沿X轴方向打印的样品的抗拉强度Figure 10. Tensile strength of X-0.02 and X-0.05specimens沿Y轴打印的精度为0.02 mm的样品弯曲强度为114.60 MPa(图 11),比精度为0.05 mm的样品高;而沿Y轴打印精度为0.02 mm的样品弯曲模量比精度为0.05 mm的样品更强。随着精度的增加,弯曲强度和拉伸强度都随之增加。该合成树脂的力学性能远高于商业树脂(该光固化机器配套的商业树脂,弯曲强度仅为23.5 Pa),所打印出来的首饰强度能够满足日常佩戴的需要。
![]() 图 11 沿Y轴打印精度为0.05 mm和0.02 mm样品的抗弯强度和弯曲模量Figure 11. Flexural strength and modulus of Y-0.05 and Y-0.02 specimens
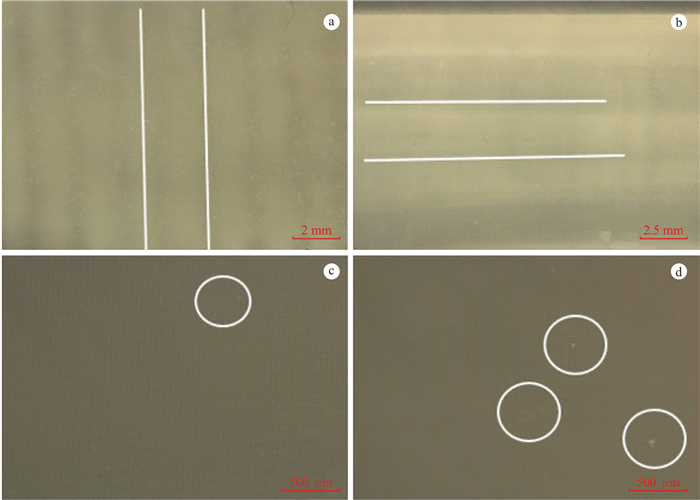
图 11 沿Y轴打印精度为0.05 mm和0.02 mm样品的抗弯强度和弯曲模量Figure 11. Flexural strength and modulus of Y-0.05 and Y-0.02 specimens沿Z轴、Y轴方向打印的样品表面有较明显的线性条纹(图 12a,图 12b),打印效果较差,沿X轴方向打印的精度为0.05 mm的样品(图 12c)表面的没有线性条纹,打印效果较好。在沿X轴方向打印的精度为0.02 mm和精度为0.05 mm的样品(图 12c,图 12d)中,有一些气泡, 0.05 mm的样品中气泡的直径较大,数量较多。虽然在制备原料的过程中,将混合好的原料抽真空15 min,但在加工成型过程中,可能会引入气泡。气泡的数量随着精度不同而有所变化,层厚越厚,气泡数量越多,沿X轴打印,精度为0.02 mm的样品气泡数量小于精度为0.05 mm的样品。所以在打印较为精细的首饰时选择精度为0.02 mm的切片方式。
![]() 图 12 拉伸样品和弯曲样品的光学显微图片a.光学显微镜下沿Z轴打印的样品; b.光学显微镜下沿Y轴打印的样品; c.光学显微镜下沿X轴打印精度为0.05 mm的样品; d.光学显微镜下沿X轴打印精度为0.02 mm的样品Figure 12. Optical microscopy images of tensile and flexural samples
图 12 拉伸样品和弯曲样品的光学显微图片a.光学显微镜下沿Z轴打印的样品; b.光学显微镜下沿Y轴打印的样品; c.光学显微镜下沿X轴打印精度为0.05 mm的样品; d.光学显微镜下沿X轴打印精度为0.02 mm的样品Figure 12. Optical microscopy images of tensile and flexural samples3.3 红外光谱分析
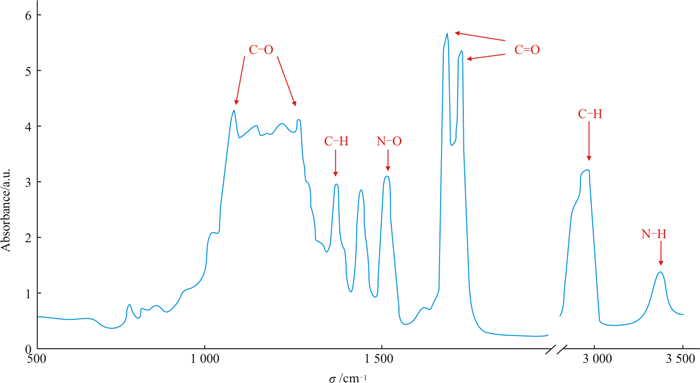
红外光谱是对化合物结构进行识别的一种重要手段。固化的树脂具有较明显的特征吸收峰,在1 080,1 270 cm-1处,有明显的C—O伸缩振动峰;1 454 cm-1处的伸缩振动主要是由C—H引起;1 703,1 743 cm-1处的强烈振动主要是由C=O引起;高频波数2 977,3 374 cm-1是由C—H和N—H形成。N—O伸缩振动在1 592 cm-1处可见,而异氰酸酯官能团在红外光谱中消失,这说明树脂与稀释剂反应完全[12]。
表 3 光敏树脂的FI-TR峰位归属Table 3. FTIR spectra of UV-cured resin吸收峰位/cm-1 归属官能团 1 080 C—O伸缩振动 1 244 C—O伸缩振动 1 454 C—H伸缩振动 1 529 N—O伸缩振动 1 703 C=O伸缩振动 1 743 C=O伸缩振动 2 977 C—H伸缩振动 3 374 N—H伸缩振动 3.4 扫描电子显微镜分析
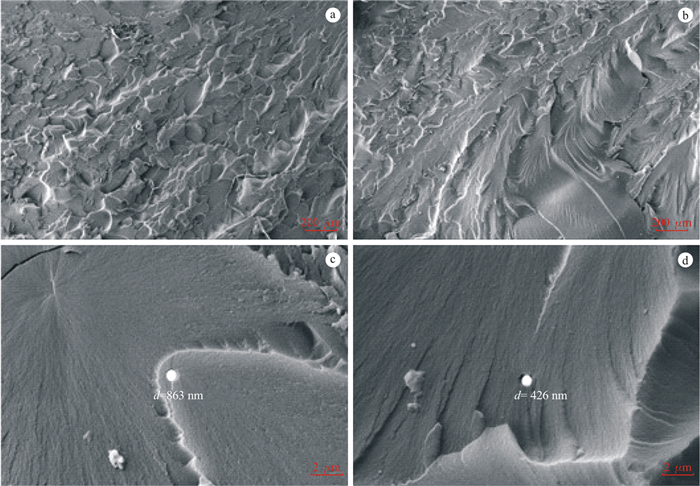
精度为0.02 mm沿X轴方向打印的样品断裂面均匀,褶皱较多(图 14);精度为0.05 mm沿X轴方向打印的样品断裂面不均匀;传统直接铸造的样品断裂面较为平滑。这是由于随着精度的提升,基体间的键和力更强,由此形成的断裂面更加粗糙。气泡的存在严重影响了材料的力学性能,导致机械性能降低。精度为0.02 mm沿X轴方向打印的样品气泡大小为863 nm,精度为0.05 mm沿X轴方向打印的样品气泡大小为416 nm。
![]() 图 14 样品拉伸断面的扫描电子显微镜图像a.精度为0.02 mm沿X轴方向打印的样品断裂面; b.精度为0.05 mm沿X轴方向打印的样品断裂面; c.精度为0.05 mm沿X轴方向打印的样品中的气泡; d.精度为0.02 mm沿X轴方向打印的样品中的气泡Figure 14. SEM images of tensile fractured surfaces
图 14 样品拉伸断面的扫描电子显微镜图像a.精度为0.02 mm沿X轴方向打印的样品断裂面; b.精度为0.05 mm沿X轴方向打印的样品断裂面; c.精度为0.05 mm沿X轴方向打印的样品中的气泡; d.精度为0.02 mm沿X轴方向打印的样品中的气泡Figure 14. SEM images of tensile fractured surfaces4. 3D打印可穿戴首饰
4.1 支撑测试
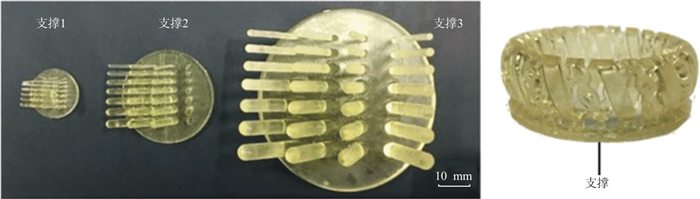
在打印过程中,部分结构处于悬空状态,在树脂未完全固化前,由于其重力作用,导致其下坠而使打印失败。支撑是一种用来将模型立起来的实体,作用类似于桥梁结构中的支撑柱,用来增强其稳定性。支撑对部分模型来说十分必要,是决定其是否能打印成功的关键因素。为了提升成功率,尽可能的减少不必要的人力、原料和时间的浪费,笔者对支撑的角度和直径进行了测试,并将测试结果运用于后续的首饰打印中。
在支撑1测试中(图 15),设置7组不同直径(分别为0.4、0.5、0.6、0.7、0.8、0.9、1.0 mm)支撑,每组有4个不同的角度(90°、60°、45°和30°)。支撑2和支撑3为支撑1直径等比例放大两倍(直径0.8~2.0 mm)和三倍(直径1.2~3.0 mm)。当支撑角度90°时,最小有效直径为1.0 mm,当支撑角度为30°、45 °和60°时,最小有效直径为1.2 mm。支撑直径大小要根据所打印模型的大小而定,倾斜角度需根据所添加位置的表面情况而定。
4.2 利用SLA技术打印首饰
用犀牛软件进行建模,导出STL文件,利用ANYCUBIC Photo Slicer软件切片后,即可打印。采用所配置的生物基光敏树脂,打印了一系列的首饰样品。
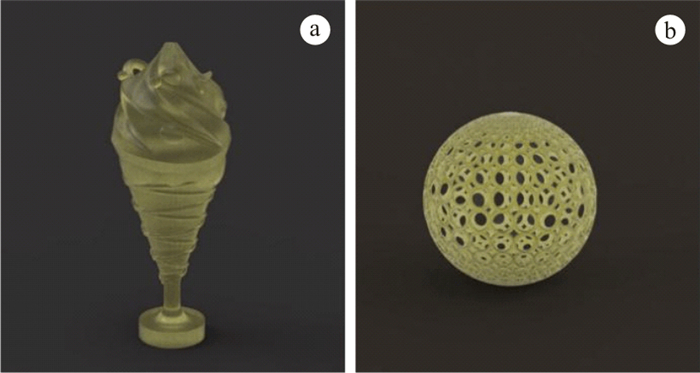
第一组首饰为一个雪糕吊坠(图 16a)和一个镂空球型吊坠(图 16b)。雪糕吊坠的3D打印将冰淇淋部分的流动感和甜筒部分的机理生动的展示出来,同时雪糕上精细的巧克力豆也打印的十分精巧。左上角的圆环用于串链,便于佩戴。由于模型底部为平面,建模时不需要添加支撑,减少了打印树脂浪费。镂空球型吊坠属于较为精细的镂空结构,体现了3D打印在精密铸造方面的优势。整个镂空结构的打印十分精巧,小球的吊坠小巧适合佩戴。
![]() 图 16 雪糕吊坠(a)和镂空球型吊坠(b)Figure 16. A pendant of ice cream (a) and a pendant of hollow ball (b)
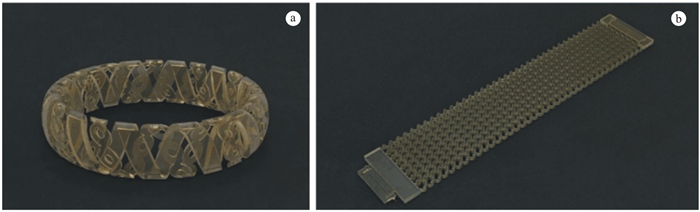
图 16 雪糕吊坠(a)和镂空球型吊坠(b)Figure 16. A pendant of ice cream (a) and a pendant of hollow ball (b)第二组首饰为一个环形手镯(图 17a)和一个条形手镯(图 17b),整个手镯由两个相互交缠的DNA链组成,两个部分彼此分离,为活动结构,3D打印在不需要后期加工的前提下直接将两部分活动结构一体成型,体现了3D打印的优势。条形手镯,上有镂空小孔,两端闭合后可以插入带紧于手腕。
第三组首饰为一个晶簇造型的戒指(图 18a),和一个双心连接的吊坠(图 18b)。其中晶簇戒指的造型灵感来源于天然水晶晶簇。戒面部分由六个六方柱和六方双锥的聚形组成,各聚形面平棱直, 角顶尖锐,打印效果较好。为了提高打印成功率,在戒圈底部添加了四个圆形片状支撑。双心吊坠的双心连接整体呈叶片状,中部花纹形如叶脉。双心吊坠为双层结构,在两层连接处分离干净利落,并未残留,表面突圆点也打印的十分成功,整个吊坠具有极强的装饰效果和美观性。
![]() 图 18 晶簇戒指(a)和双心吊坠(b)Figure 18. A crystal cluster ring (a) and a pendant of two hearts (b)
图 18 晶簇戒指(a)和双心吊坠(b)Figure 18. A crystal cluster ring (a) and a pendant of two hearts (b)第四组为工艺摆件,身坐莲花宝座的观音(图 19a)和手举元宝造型的弥勒佛(图 19b)。整个工艺摆件打印耗时约7小时,且观音和弥勒佛可以同时打印,提高了打印效率。这样的工艺摆件利用3D打印可以实现私人化定制,小批量生产。
![]() 图 19 观音工艺摆件(a)和弥勒佛工艺摆件(b)Figure 19. Guanyin craft decoration (a) and Maitreya craft decoration (b)
图 19 观音工艺摆件(a)和弥勒佛工艺摆件(b)Figure 19. Guanyin craft decoration (a) and Maitreya craft decoration (b)5. 结论
合成光敏树脂(PLA-PUA∶TEGDMA∶819引发剂为61.7 %∶37 %∶1.3 %) 在室温条件下流动性好,在25 ℃±2.5 ℃时,粘度变化从0.870~0.504 Pa·s,适合立体光刻技术打印的要求。机械性能测试显示,3D打印方法制造的样品抗拉强度和弯曲强度均高于传统直接铸造的方法制备的样品,且随着打印精度的提升,样品的弯曲强度和抗拉强度均有所提升,沿X、Y轴方向打印的样品,精度为0.02 mm的样品的机械性能高于0.05 mm的样品。结合扫描电子显微镜和光学显微镜分析可知,精度越高的样品,相互结合力越强,气泡的直径也越小,机械性能越好。且比较沿X、Y、Z轴精度相同打印的样品,沿X轴方向打印的样品条纹最少,效果最好。
该合成树脂具有生物安全性,生物可降解性,无毒无害,佩戴安全。光固化成形打印精度较高(每层厚度0.02 mm),打印首饰细节栩栩如生,可以准确表现首饰表面光洁度和平滑的效果。同时立体光刻技术具有面成形优势,可一次成型多个样品,提高打印效率,缩短打印时间。
-
![]()
图 1 3D打印首饰
a.3D打印手镯; b.FDM打印的首饰(荷兰设计师Elleke Van Gorsel的3D打印首饰)
Figure 1. 3D printing jewelry
![]()
图 10 精度为0.02沿X轴方向打印的样品、精度为0.05沿X轴方向打印的样品的抗拉强度
Figure 10. Tensile strength of X-0.02 and X-0.05specimens
![]()
图 11 沿Y轴打印精度为0.05 mm和0.02 mm样品的抗弯强度和弯曲模量
Figure 11. Flexural strength and modulus of Y-0.05 and Y-0.02 specimens
![]()
图 12 拉伸样品和弯曲样品的光学显微图片
a.光学显微镜下沿Z轴打印的样品; b.光学显微镜下沿Y轴打印的样品; c.光学显微镜下沿X轴打印精度为0.05 mm的样品; d.光学显微镜下沿X轴打印精度为0.02 mm的样品
Figure 12. Optical microscopy images of tensile and flexural samples
![]()
图 14 样品拉伸断面的扫描电子显微镜图像
a.精度为0.02 mm沿X轴方向打印的样品断裂面; b.精度为0.05 mm沿X轴方向打印的样品断裂面; c.精度为0.05 mm沿X轴方向打印的样品中的气泡; d.精度为0.02 mm沿X轴方向打印的样品中的气泡
Figure 14. SEM images of tensile fractured surfaces
![]()
图 16 雪糕吊坠(a)和镂空球型吊坠(b)
Figure 16. A pendant of ice cream (a) and a pendant of hollow ball (b)
![]()
图 18 晶簇戒指(a)和双心吊坠(b)
Figure 18. A crystal cluster ring (a) and a pendant of two hearts (b)
![]()
图 19 观音工艺摆件(a)和弥勒佛工艺摆件(b)
Figure 19. Guanyin craft decoration (a) and Maitreya craft decoration (b)
表 1 光敏树脂的配方和物理性能
Table 1 The formula and physical properties of UV-cured resin
稀释剂 PLA-PUA/% 引发剂/% 粘度 强度 固化时间/s 硬度 评价 TMPTA 62.2 1.2 适中 强 22 85D 好 TEGDMA 61.7 1.3 适中 强 19 82D 优 THFA 61.8 1.3 低 适中 15 67D 好 LMA 61.7 1.2 低 弱 24 60A 差 EGDMA 37.0 1.2 高 强 107 70D 差 LMA 61.7 1.2 非常低 适中 53 35D/85A 好 TMPTMA 61.7 1.3 不溶 弱 107 60D 差  下载: 导出CSV
下载: 导出CSV
表 2 光敏树脂不同打印层厚的固化收缩率
Table 2 Volume shrinkage rates of different layer thickness of 3D printing parameters
层厚/mm 密度/g·cm-3 固化收缩率/% 0.02 1.166 6.27 0.05 1.170 6.59 0.10 1.172 6.75 0.15 1.172 6.75 0.20 1.173 6.83
下载: 导出CSV
表 3 光敏树脂的FI-TR峰位归属
Table 3 FTIR spectra of UV-cured resin
吸收峰位/cm-1 归属官能团 1 080 C—O伸缩振动 1 244 C—O伸缩振动 1 454 C—H伸缩振动 1 529 N—O伸缩振动 1 703 C=O伸缩振动 1 743 C=O伸缩振动 2 977 C—H伸缩振动 3 374 N—H伸缩振动
下载: 导出CSV
-
[1] 王延庆, 沈竞兴, 吴海全. 3D打印材料应用和研究现状[J]. 航空材料学报, 2016, 36(4): 89-98. https://www.cnki.com.cn/Article/CJFDTOTAL-HKCB201604013.htm [2] Chia H N, Wu B M. Recent advances in 3D printing of biomaterials[J]. Journal of Biological Engineering, 2015, 9(1): 4. doi: 10.1186/s13036-015-0001-4
[3] Wong K V, Hernandez A. A review of additive Manufacturing[J]. Isrn Mechanical Engineering, 2012(2): 30-38. http://www.onacademic.com/detail/journal_1000036958954810_0272.html
[4] Wang J, Goyanes A, Gaisford S, et al. Stereolithographic (SLA) 3D printing of oral modified-release dosage forms[J]. International Journal of Pharmaceutics, 2016, 503(1—2): 207-212. doi: 10.1016/j.ijpharm.2016.03.016
[5] 洪啸吟, 孟怀东. 立体光刻技术[J]. 影像科学与光化学, 1997 (3): 276-286. https://cdmd.cnki.com.cn/Article/CDMD-10140-1016096685.htm [6] Weng Z X, Zhou Y, Lin W X, et al. Structure-property relationship of nano enhanced stereolithography resin for desktop SLA 3D printer[J]. Composites Part A, 2016(88): 234-242. http://www.onacademic.com/detail/journal_1000038950387210_64b9.html
[7] 寇亮亮, 薛惠芸, 廖毅彬, 等. 液态光学胶的固化收缩率的研究[J]. 厦门大学学报(自然版), 2014, 53(3): 378-382. https://www.cnki.com.cn/Article/CJFDTOTAL-XDZK201403018.htm [8] Melchels F P, Feijen J, Grijpma D W. A poly(D, L-lactide) resin for the preparation of tissue engineering scaffolds by stereolithography[J]. Biomaterials, 2009, 30(23): 3 801-3 809. http://www.researchgate.net/profile/Ferry_Melchels/publication/24393502_A_poly(DL-lactide)_resin_for_the_preparation_of_tissue_engineering_scaffolds_by_stereolithography/links/00b4951c25d08cb459000000.pdf
[9] 黄笔武, 谢王付, 杨志宏. 一种3D打印立体光刻快速成型光敏树脂的制备及性能研究[J]. 功能材料, 2014, 45(24): 24 100-24 104. https://www.cnki.com.cn/Article/CJFDTOTAL-GNCL201424021.htm [10] 于翔, 王延伟, 徐茜, 等. 一种光固化快速成型用亚光光敏树脂及其制备方法, 2017. [11] Atai M, Watts D C, Atai Z. Shrinkage strain-rates of dental resin-monomer and composite systems[J]. Biomaterials, 2005, 26(24): 5 015-5 020. doi: 10.1016/j.biomaterials.2005.01.022
[12] Karmarkar A, Chauhan S S, Modak J M. Mechanical properties of wood-fiber reinforced polypropylene composites: Effect of a novel compatibilizer with isocyanate functional group[J]. Composites Part A Applied Science & Manufacturing, 2007, 38(2): 227-233. http://forest.ckcest.cn/d/hxwx/AVkJEOo249MUqoKBM23K.html




计量
- 文章访问数: 401
- HTML全文浏览量: 132
- PDF下载量: 38

