LI Yuan, WEN Hai. Ring Design with Rotating Movable Structure by Selective Laser Melting[J]. Journal of Gems & Gemmology, 2021, 23(4): 47-54. DOI: 10.15964/j.cnki.027jgg.2021.04.007
Citation:
LI Yuan, WEN Hai. Ring Design with Rotating Movable Structure by Selective Laser Melting[J]. Journal of Gems & Gemmology, 2021, 23(4): 47-54. DOI: 10.15964/j.cnki.027jgg.2021.04.007
LI Yuan, WEN Hai. Ring Design with Rotating Movable Structure by Selective Laser Melting[J]. Journal of Gems & Gemmology, 2021, 23(4): 47-54. DOI: 10.15964/j.cnki.027jgg.2021.04.007
Citation:
LI Yuan, WEN Hai. Ring Design with Rotating Movable Structure by Selective Laser Melting[J]. Journal of Gems & Gemmology, 2021, 23(4): 47-54. DOI: 10.15964/j.cnki.027jgg.2021.04.007
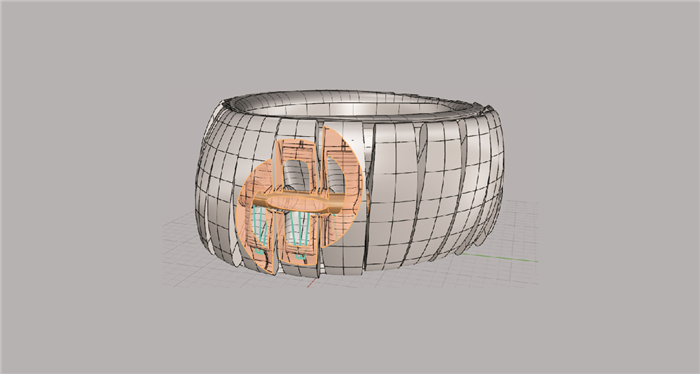
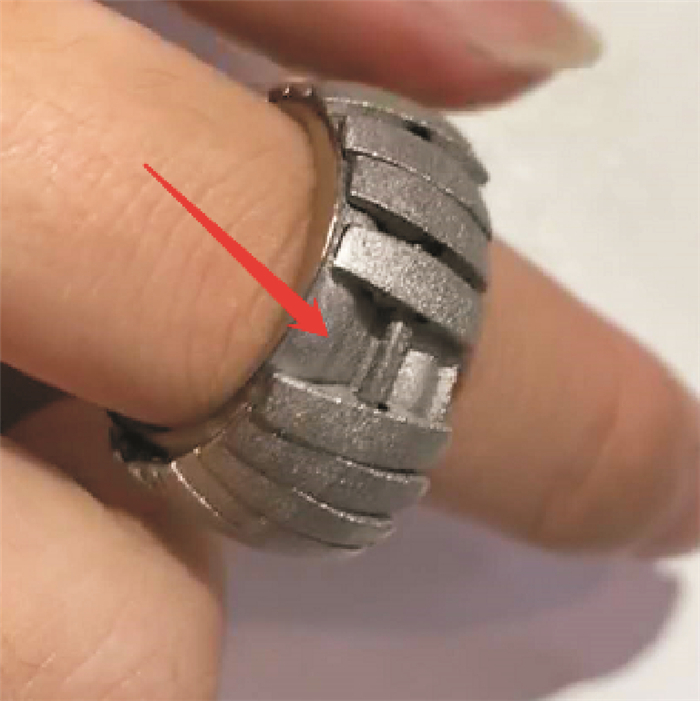
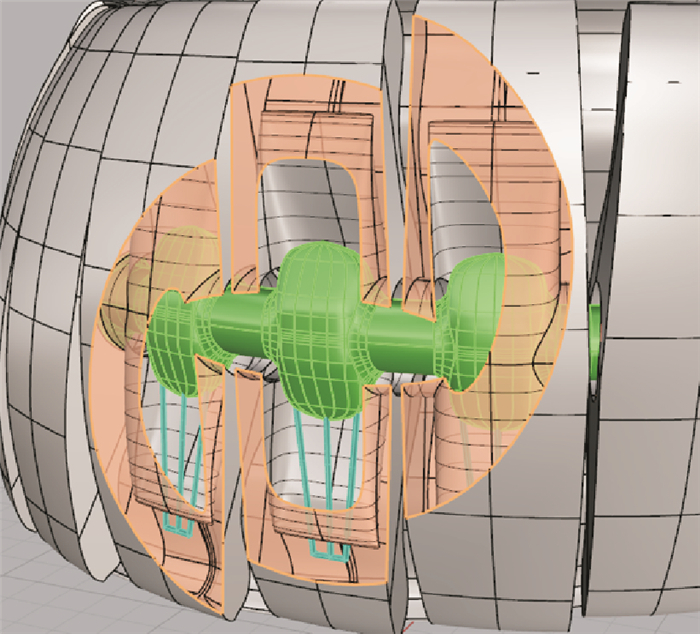
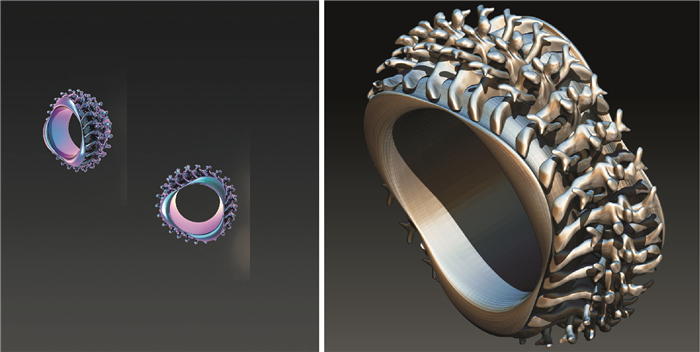
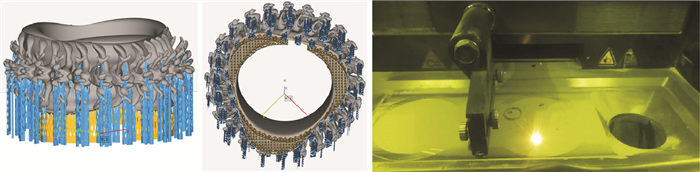
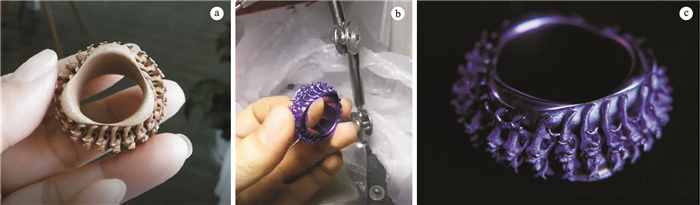
Jewelry with movable structure is time-consuming and difficult to make by traditional jewelry manufacturing process. By 3D printing active structure, jewelry design works can be rapidly integrated by printing equipment, which overcomes the limitations of traditional jewelry manufacture. The authors compared and analyzed three kinds of 3D printing technology applied in jewelry design. Finally the selective laser melting was chosen to study the suitable movable structure for jewelry 3D printing, and a ring with rotating movable structure that is difficult to realize in traditional jewelry manufacturing process was designed and printed. The combination of advanced jewelry manufacture technology and contemporary jewelry art were tried to broaden. By optimizing the internal structure of the model, the problems of support interference and uneven gaps between parts in printing active structure were overcome. Meanwhile, the interaction between people and jewelry is enhanced with the rotating movable structure.

 DownLoad:
DownLoad: